Cat:Produits
Les tubes continus, également appelés tubes flexibles ou tubes flexibles, sont largement utilisés dans les champs de travail, journalisation et for...
Voir les détails
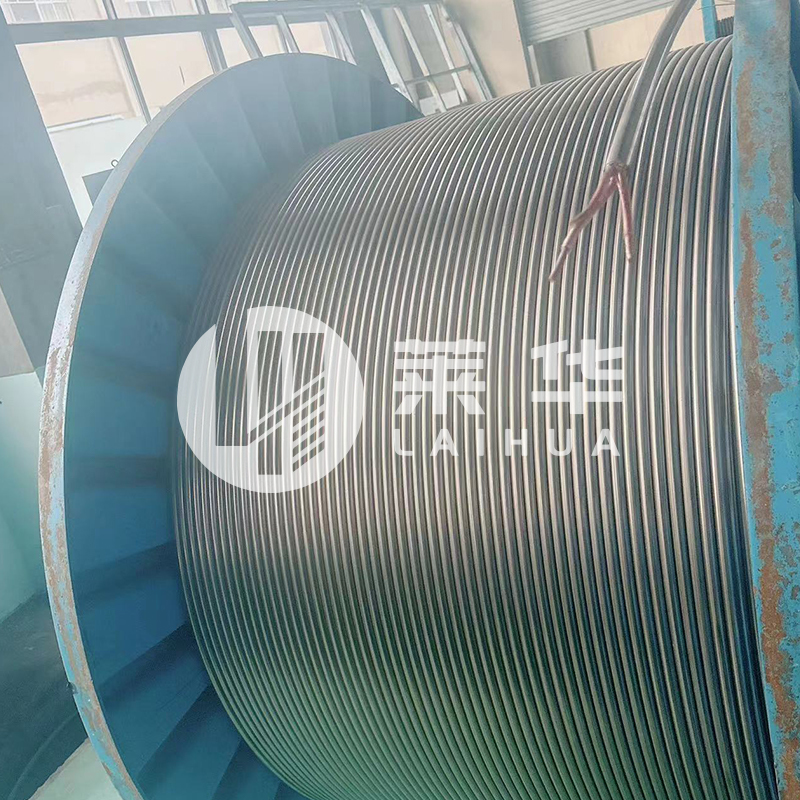
Bobines de tubes soudés en acier inoxydable offrir une solution fiable et économique pour le transport des fluides et des gaz, combinant résistance exceptionnelle à la corrosion avec une résistance mécanique élevée . Ils sont formés en laminant et en soudant continuellement une bande plate d'acier inoxydable pour lui donner une forme tubulaire, puis en l'enroulant pour une manipulation et une installation faciles. Ce produit est largement utilisé dans des industries telles que le traitement pétrochimique, l'instrumentation hydraulique et le transfert de fluides de qualité alimentaire, où des cycles longs et ininterrompus et des surfaces internes constantes sont essentiels.
Par rapport aux alternatives sans soudure, les bobines soudées offrent des tolérances dimensionnelles plus strictes et une plus grande cohérence de longueur, dépassant souvent 1 000 mètres par bobine . Cela les rend particulièrement utiles dans la fabrication d'échangeurs de chaleur et les systèmes de traçage, où la réduction des joints sur site permet de gagner du temps et de minimiser les chemins de fuite potentiels.
Les performances d’une bobine de tubes soudés sont fondamentalement déterminées par la composition de son alliage. La sélection de la qualité appropriée dicte la durée de vie dans des environnements spécifiques.
Les types 304 et 304L sont les choix les plus courants, offrant une bonne résistance à l'oxydation jusqu'à 870 degrés Celsius . Ils conviennent aux lignes de produits laitiers, aux finitions architecturales et au transport de produits chimiques où les niveaux de chlorure sont faibles. La faible teneur en carbone du 304L aide à prévenir la corrosion intergranulaire après le soudage.
Les types 316 et 316L sont enrichis de molybdène, ce qui augmente considérablement la résistance aux chlorures et aux solvants industriels. Cela en fait la norme pour les environnements marins, le traitement pharmaceutique et les échangeurs de chaleur côtiers. Leur résistance aux piqûres est mesurablement plus élevée, avec un nombre équivalent de résistance aux piqûres généralement supérieur à 25 .
Pour les applications nécessitant à la fois une résistance élevée et une excellente résistance à la fissuration par corrosion sous contrainte de chlorure, des qualités duplex telles que 2205 sont spécifiées. Avec une microstructure contenant à peu près à parts égales de l'austénite et de la ferrite, ces bobines soudées peuvent supporter des pressions beaucoup plus élevées que les aciers conventionnels de la série 300 avec une épaisseur de paroi réduite, offrant ainsi des économies de poids dans les câbles ombilicaux et les conduites hydrauliques sous-marines.
Le passage du soudage manuel à la production automatisée a amélioré la fiabilité du cordon de soudure longitudinal. Les usines de tubes modernes utilisent des méthodes de soudage par induction à haute fréquence ou au laser pour produire un joint qui correspond souvent à la résistance du matériau de base.
Une fois la bande formée à l’aide d’une série de rouleaux, les bords sont chauffés et fusionnés sous pression sans métal d’apport. Les cordons de soudure externes et internes sont généralement éliminés lors d'un processus de décapage contrôlé, créant un profil de surface lisse. Le tube subit ensuite un recuit brillant dans un four à atmosphère contrôlée, restaurant la structure du grain et éliminant la décoloration thermique. Le résultat est un cordon de soudure qui présente structures granulaires similaires au matériau de base , un facteur crucial pour la résistance à la fatigue dans les applications à pression cyclique.
Le choix entre les serpentins de tubes sans soudure et soudés doit être basé sur la pression nominale, le coût et la longueur requise. Alors que les tubes sans soudure sont traditionnellement préférés pour les applications à haute pression extrême, les progrès de la technologie de soudage ont réduit cet écart de performances.
| Caractéristique | Bobines soudées | Bobines sans soudure |
|---|---|---|
| Longueur maximale | Plus de 1 500 mètres | Généralement moins de 200 mètres |
| Tolérance d'épaisseur de paroi | / - 0,05 mm typique | / - 10% du mur nominal |
| Rentabilité | Coûts de matière première et de traitement inférieurs | Plus élevé en raison du processus d'extrusion à chaud |
Les bobines soudées sont clairement avantageuses pour les applications nécessitant des circuits longs. Par exemple, dans une ligne d’injection de produits chimiques traversant une raffinerie, une seule bobine soudée élimine des dizaines de points de fuite potentiels qui résulteraient autrement de la connexion de longueurs sans soudure plus courtes.
Les bobines sont fournies dans des plages de diamètres extérieurs précises, généralement de 1/8 pouce (3,18 mm) jusqu'à 1 pouce (25,4 mm) , avec des épaisseurs de paroi allant de 0,5 mm à 3 mm. Le processus de bobinage lui-même exige un contrôle constant de l’ovalité pour garantir que le tube passe en douceur dans les redresseurs et les cintreuses pendant l’assemblage.
Les finitions de surface affectent directement la nettoyabilité et la dynamique des fluides. La finition standard des bobines d'instrumentation et hydrauliques est généralement recuite brillante, ce qui fournit une surface lisse et réfléchissante, sans tartre. Pour les conduites de gaz de très haute pureté dans la fabrication de semi-conducteurs, des bobines soudées électropolies sont spécifiées pour réduire la rugosité de la surface à Ra 0,25 micromètres ou moins . Cela minimise l’adhésion des particules et le dégazage.
La polyvalence des bobines de tubes soudés a conduit à leur adoption dans des secteurs très exigeants. La liste suivante met en évidence les domaines dans lesquels leurs attributs spécifiques apportent un avantage fonctionnel direct.
Les tests non destructifs font partie intégrante de la fourniture de bobines soudées certifiées. Les tests par courants de Foucault sont la principale méthode en ligne, capable de détecter les trous d'épingle, les fissures de couture et les variations dimensionnelles aux vitesses de production. Pour un service critique, des longueurs entières de bobine peuvent être soumises à des tests de pression hydrostatique à pressions supérieures à 5 000 psi pour vérifier l’intégrité structurelle.
Les tests mécaniques sur des sections d'échantillons comprennent des tests d'aplatissement inversé et d'évasement pour exposer la faiblesse des soudures. Une soudure robuste doit résister à un test d'aplatissement où la soudure est positionnée à 90 degrés par rapport à la force de compression sans se fissurer, confirmant ainsi la ductilité nécessaire à la flexion à rayon serré sur le terrain.
Une manipulation appropriée préserve l’intégrité de la bobine. Il est conseillé d'utiliser des bobines réceptrices d'un diamètre d'au moins 20 fois le diamètre extérieur du tube pour éviter le vrillage. Le déroulement doit être effectué en ligne droite pour éviter l'introduction d'une torsion qui peut créer des contraintes résiduelles complexes.
Lors du cintrage sur le terrain, un rayon de courbure minimum de trois fois le diamètre du tube est une pratique standard. Pour les travaux d'instrumentation, des cintreuses manuelles avec des blocs de rayon appropriés empêchent l'aplatissement de la paroi du rayon extérieur. Contrairement à certains produits en acier au carbone, la surface recuite brillante ne nécessite pas de nettoyage chimique après pliage, à l'exception d'un simple essuyage avec un solvant approprié pour éliminer le lubrifiant des outils de pliage.
Les tubes continus, également appelés tubes flexibles ou tubes flexibles, sont largement utilisés dans les champs de travail, journalisation et for...
Voir les détails")
Objectif: Le câble d'essai à haute température, combiné avec le véhicule d'essai à haute température, est principalement utilisé dans les...
Voir les détails
Le câble de test en fibre optique en acier inoxydable est un câble de test spécial qui combine la durabilité de l'acier inoxydable avec l'...
Voir les détails
Instructions pour l'utilisation du pipeline de contrôle hydraulique des pipelines hydrauliques, également connue sous le nom de capillaire. Pr...
Voir les détails")
Le tuyau en acier inoxydable est un système de tuyauterie qui combine la durabilité de l'acier inoxydable avec la protection du plastique. Ce ...
Voir les détails
Champ d'application: Le système de chauffage à induction électrique est un ensemble complet de dispositifs de chauffage électriques dévelop...
Voir les détails
Le joint de tuyau de type ferrule se compose de trois parties: le corps, la ferule et l'écrou de joint. Lorsque la pince et l'écrou sont ...
Voir les détails
Le treuil de dérapage de tubes continu est un équipement spécialement conçu pour les opérations de champ pétrolifère, qui combine les caractéristiq...
Voir les détailsE-mail:
Téléphone: +86-15996597000
+86-18252893456
WhatsApp: +86-18252874678
Adresse: N ° 3 Xinyuan Road, Nanmo Town Industrial Park, Hai'an City, Nantong City, Province du Jiangsu, Chine
Code QR sur
téléphone mobile
Copyright © Jiangsu Laihua Petroleum Equipment Co., Ltd.





Contactez-nous